Подобрать товары по параметрам
Товаров:5
УмолчаниюЦенеРейтингу
Ручные пресс-клещи, используемые для работы с металлопластиковыми трубами, предназначены для соединения между собой трубопроводов посредством пресс-фитингов. Такие соединительные элементы отличаются от резьбовых аналогов наличием гильзы вместо гайки.
Герметичность соединения обеспечивается посредством опрессовки трубы, надетой на фитинг и вставленной внутрь металлической гильзы. Именно эту гильзу и сдавливают пресс-клещи. Опрессованное место повторному воздействию клещей не подлежит, так как это может нарушить его герметичность.
Какими параметрами характеризуются пресс-клещи
Прежде чем купить пресс клещи для металлопластиковых труб, желательно ознакомиться с их основными параметрами. В этом случае вы сможете сделать правильный выбор инструмента:
Диаметр трубмаксимальный, который может подвергаться опрессовке.
Эти данные имеются в паспорте, идущем с инструментом.Поворотный узел, на котором крепятся сменные насадки. Его наличие делает работу в труднодоступных местах более удобной.Ресурс инструмента. Это минимальное количество произведенных клещами обжимов за весь период службы.Телескопические ручкиклещей дают возможность изменять длину рычага, что очень удобно при опрессовке труб большого диаметра.Веспресс-клещей.
От этого параметра зависит удобство работы и мобильность инструмента.Виды пресс-насадок. Некоторые модели клещей приспособлены только для работы с фитингами определенных фирм. До того момента, как вы решились купить пресс клещи для металлопластиковых труб, узнайте, с какими фитингами вам придется работать.
Как пользоваться ручными пресс-клещами
Раздвинув рукоятки клещей, в обойму вставляются половинки пресс-вкладыша, диаметр которого соответствует диаметру трубы. Обойма защелкивается и считается готовой к работе. В нее вставляется металлопластиковая труба с гильзой, которая уже состыкована с фитингом.
Рукоятки пресс-клещей смыкаются на гильзе, сдавливая ее с определенным усилием. На поверхности гильзы остаются отметки от вкладыша, свидетельствующие о правильно выполненном монтаже. Повторное сжатие соединения не допускается.
Как выбрать клещи для металлопластиковых труб
При выборе подходящей модели клещей внимание обращайте на такие моменты:
Стоимость клещей. Инструмент, предназначенный для ручного использования, всегда стоил дешевле электрического или аккумуляторного вариантов. При этом, качество соединений будет ничуть не хуже, чем при использовании самой навороченной модели.Сейчас практически все пресс-клещи способны работать с малыми диаметрами, которыми характеризуются трубы из металлопластика.
Если же вам предстоит обжимать трубы значительных диаметров, то поинтересуйтесь рабочим диапазоном клещей. Клещи могут работать с меньшими диаметрами благодаря наличию сменных насадок.Рекомендуется покупать клещи, в комплекте с которыми идут наборы сменных вкладышей. Тем самым вы расширите диапазон своей работы.
Если же какая-то модель вам очень приглянулась, а сменных насадок в комплекте нет, то приобретите их отдельно. Только акцентируйте внимание на том, чтобы они подходили к вашим пресс-клещам.При небольшой разнице в стоимости, инструмент, произведенный известными фирмами, специализирующимися на этом, будет на порядок долговечнее и прочнее. Отлично зарекомендовали себя такие производители ручного пресс-инструмента: REMS, Hydrosta, VALTEC, Rothenberger, FORA, Novopress.
Выбрать и купить пресс клещи для металлопластиковых труб вы сможете, обратившись в магазин “Евроинструмент”.
В наших офисах, находящихся в Краснодаре, Москве и Санкт-Петербурге, вы сможете получить профессиональную консультацию и выбрать нужную модель инструмента. К вашим услугам также сайт нашего магазина, ящик электронной почты и номер телефона. Система персональных скидок, богатый выбор инструмента и доступные цены не оставят у вас сомнений в выборе магазина.
Подарки к товарам этого раздела
Персональные рекомендации
Все товарыВыбрать магазинПоказывать:Сортировать по: ПопулярностиРейтингуВозрастанию ценыУбыванию ценыОтображать по: 204080товаровПолезная информация
Пресс клещи предназначены для опрессовки наконечников и соединения проводов. Они позволяют быстро и качественно прокладывать проводку. Необходимы для технического оснащения фирм, оказывающих электромонтажные услуги, энергетических подразделений на предприятиях, коммунальных служб, частных мастеров.
Виды оборудования и принцип работы
Различают гидравлическиеи механические ручные пресс клещидля опрессовки. Первые требуют от оператора меньших физических затрат и позволяют получить большее развиваемое усилие, а потому идеально подходят для частого применения в условиях различных производств. Для редкого использования целесообразнее приобрести механические пресс клещи – они стоят дешевле.
Гидравлическое оборудование делят на несколько видов. Неавтономныемодели требуют подключения к насосу, автономныеболее удобны, так как могут использоваться без дополнительного оборудования. Ручные пресс клещи с выносным насосом отлично подходят для работы в труднодоступных местах.
Существуют специальные пресс клещи для фитингов– оборудование, предназначенное для обжима соединительных частей различных трубопроводов.
Основные характеристики
- Площадь опрессовки– выбирается с запасом по максимальному диаметру кабеля и наконечника, которые будут использоваться. От нее зависит цена на ручные пресс клещи.Рабочий ход– указывает на минимальный и максимальный размер кабелей для опрессовки.Развиваемое усилие– определяет возможности оборудования: чем оно больше, тем качественнее получается обжим.
Производители
Наверх
Вниз
Трубы из металлопластика широко используются в устройствах водопроводной системы, а также в снабжении теплом. Эти детали способны выдержать различные агрессивные среды, поэтому их применение распространено, наряду с аналогичными элементами из полипропиленовых материалов, не только в жилых помещениях, но и на промышленных предприятиях, при перегонке нефтепродуктов и так далее. При монтаже систем необходимо проводить комплекс операций по испытанию системы трубопровода, называемого опрессовкой, при этом используется пресс инструмент для металлопластиковых труб.Металлопластиковые трубы способны выдержать различные агрессивные среды, поэтому их применение распространено.Назначение операции опрессовкиОпрессовка металлопластиковых труб позволяет проверить уровень герметичности и выносливости этих деталей в любой системе.Эту операцию проводят при монтаже, а также при аварийной замене некоторых участков отопления (котлов, радиаторов или небольших частей труб).
Опресовка позволяет выявить места утечки или дефекты во всей системе. При этом можно применять проекты свободной планировки системы отопления, например, с проведением труб в полу. Как правило, в таких помещениях используется покрытие из бетона, и стяжку проводят уже после испытания опрессовкой.Монтаж металлопластиковых и полипропиленовых труб проводят с использованием специальных приспособлений – фитингов.
Они представляют собой детали крепежа или узлы (угольники, тройники, муфты, заглушки и другие элементы). Фитинги крепят при соединении полипропиленовых трубс помощью сварочного аппарата.Различают два вида этих креплений: обжимные и пресс-фитинги. Первый вид назван по способу соединения – обжиму труб друг с другом.
Этот метод является более легким в исполнении, но соединение при этом получается непрочным.Условия проведения монтажа труб и опрессовкиМонтаж металлопластиковых и полипропиленовых труб проводят с использованием специальных приспособлений – фитингов.При монтажных работах необходимо соблюдать следующие условия:Монтаж деталей из металлопластика, в отличие от полипропиленовых труб, соединение которых нужно проводить не ниже +5°С, принято выполнять при температуре не ниже +10°С;При прессовании нельзя допускать возникновения дефектов (вогнутость или поломка).При их наличии нужно провести замену участка трубы;При закладке труб нужно избегать возникновения напряжения от растяжения;Открытые концы деталей нужно закрывать специальными заглушками, чтобы избежать попадания мусора или грязи;Заливку бетонного покрытия пола проводят после испытаний, при этом давление в трубахдолжно быть равным 0,3 МПа.Правильно проведенные работы по монтажу труб из металлопластикаи полипропиленовых элементов могут обеспечить срок службы всей системы более 50 лет.Для выполнения опрессовки используют следующее оборудование и инструменты:резак или труборез;калибратор для зачистки и выравнивания торцевого края;пресс-фитинги нужного диаметра;пресс-инструмент (ручной или с электроприводом).Пресс-инструмент или опрессовщик представляет собой агрегат, главным элементом которого является гидравлический насос. Эта деталь задает значение давления, которое необходимо для правильной опрессовки труб. Существуют два вида пресс-инструментов:Ручной опрессовщик.
Этот инструмент используется в основном при работах небольших объемов и на участках, где нет доступа к электропитанию. Ручной инструмент требует некоторого усилия для нажатия, что является недостатком в использовании этого вида приспособления;Электрический инструмент. Это приспособление применяют при больших объемах работ.
Оно отличается рядом преимуществ: легкое в управлении, надежное и долговечное.Порядок действий по работе монтажа труб из металлопластика с пресс-инструментом следующий:Ручной опрессовщик используется в основном при работах небольших объемов и на участках, где нет доступа к электропитанию.Подготовка и проверка фитинга и трубы. При этом деталь из металлопластика должна быть отрезана под прямым углом. Края торцевой части должны быть зачищены с помощью калибратора, фаска изнутри трубы должна быть снята.Штуцер (патрубок с резьбовым соединением) необходимо проверить по нескольким параметрам, предварительно смазав его раствором мыла или силиконовой смазкой.Проверяют правильно ли «сидит» штуцер.
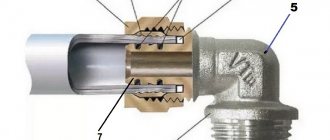
Если кольца уплотнителя находятся не в предназначенных пазах, необходимо снять гильзу с помощью обычной отвертки. Затем правильно установить кольца и надеть гильзу обратно, сделав несколько несильных ударов молотком по раструбу.Соединить штуцер фитинга с опрессовщиком, при этом если используется ручной инструмент, то нужно отогнуть «губки» приспособления и соединить с гильзой таким образом, чтобы специальное углубление в насадке, которую имеет ручной опрессовщик, соприкоснулось с ограничительным бортиком. Это можно проследить через специальное окошко в гильзе.Опрессовщик должен находиться под прямым углом к оси фитинговой гильзы.
Процесс прессования проводится до полного смыкания «губок» инструмента. При этом важно учесть, что работа электрического приспособления составляет 2 минуты, а отдых – не менее 8 минут.Процедура опрессовки является необходимой при монтажных работах отопительной и водопроводной систем, а также при сезонных проверках и аварийном ремонте отдельных участков трубопровода. При этом используется специальное приспособление – пресс-инструмент для металлопластиковых изделий, который позволяет выявить различные дефекты при установке систем.Поделитесь полезной статьей:Похожие статьи:
Пресс клещи для металлопластиковых труб входят в линейку обязательных инструментов, без которых невозможно произвести монтаж металлопластикового трубопровода. К примеру, для работы с медными системами понадобиться такой инструмент, как паяльник, а для укладки стального сортамента – сварочный аппарат. Так и прокладка металлопластиковой (МП) сети невозможна без клещей.
МП системы используют очень часто. Эти конструкции могут похвастаться долговечностью и надежностью. Они соответствуют всем гигиеническим и эксплуатационным нормам.
Но, все это возможно только в случае, если работа по монтажу и укладке производится в соответствии с технологией. Одним из важных факторов ее соблюдения, становиться использование специальных инструментов, к которым так же относятся и клещи.
Обжимной пресс для прокладки металлопластикового сортамента большинством производителей изготавливается не только в стандартном исполнении, а еще в унифицированном и профессиональном. Это следующие виды приспособлений.
- гидравлические устройства;
- электрические машины, оснащенные комплектом разнообразных зажимов.
Ясно, что для домашнего мастера такой обжимной механизм не понадобиться.
Ему для разовой работы вполне подойдет и ручной инструмент. К слову нужно подметить, что профессиональное оборудование стоит намного дороже. Так же, использование профессионального обжимного приспособления, требует от мастера определенных знаний и навыков.
ВАЖНО! Профессиональные мастера утверждают, что качество стыка, который производиться ручным обжимным механизмом, по надежности не уступит стыку сделанным электрическим приспособлением.
Таким образом, мы можем прийти к выводу, что если объем работы не большой, и проводиться разово, нет смысла покупать дорогие профессиональные инструменты.
Говоря о ручных клещах, профессиональные мастера выделяют инструменты фирмы Novopress немецких изготовителей. Каждый такой механизм оснащен быстрым обратным ходом, имеет компактные размеры, и отличается стабильно высоким уровнем качества.
А для больших нагрузок рекомендуют трубный инструмент Rems. Это оборудование изготавливается методом штамповки из цельных стальных заготовок, и оснащают фиксаторами ступенчатого типа. Они не только перенесут высокую нагрузку, но и будут служить длительный период времени.
Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.
Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
- Если система была в эксплуатации, сливается теплоноситель.
- К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой. Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
- В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.
- Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
- Система доводится до рабочего давления, выдерживается не менее 10 минут. За это время спускается весь оставшийся воздух.
- Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
- Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.
| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).
Таблица соответствия разных единиц измерения давления
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
https://youtube.com/watch?v=ruN3puj3EyU
Какой фитинг используется для пресса
Выполняя сборку деталей магистрали, применяют комплектующие элементы – это переходники, цанговые и прессовочные фитинги (которые являются наиболее надежными и практичными). При помощи таких устройств можно получить качественный и прочный стык.
Очень важно правильно выбрать пресс – клещи. Самыми простыми в эксплуатации являются ручные приспособления.
Их отличает несложная конструкция. Пресс муфта для металлопластиковой трубы таким приспособлением состыкуется просто. Даже не опытный мастер справиться с этим заданием.
Ассортимент данного вида муфты для опрессовки металлопластиковых труб очень большой, что дает возможность выполнить разводку любого уровня сложности. А комбинированная муфта позволяет соединить не только металлопластиковые, но и стальные магистрали.
Так же говоря о фасонных элементах, следует заметить, что пресс муфта позволяет снизить количество используемого сортамента и арматуры.
Когда приобретается прессовочная – муфта для МП сети, не стоит на ней экономить. Покупка товара у сомнительного производителя, может закончиться последующим дорогостоящим ремонтом системы.
Тепловое испытание отопления
Термометр для тепловой проверки
Своевременное тепловое испытание систем отопления позволит определить равномерность нагрева всех радиаторов и батарей. В отличие от вышерассмотренных документов, эту процедуру рекомендуется выполнять в обязательном порядке и для автономных схем.
Для центрального отопления эти действия выполняются не каждый год. Акт на тепловые испытания системы отопления составляется только в следующих случаях:
- Введение системы в эксплуатацию;
- Замена большей части компонентов на новые, изменение конфигурации трубопроводов.
Испытание системы отопления на прогрев зачастую совмещается с пробным запуском перед отопительным периодом. Для этого недостаточно заполнить трубопроводы теплоносителем и включить котел. Сначала следует выполнить прочистку системы, избавив ее от скопившегося мусора и известкового налета. Если этого не сделать — тепловые испытания системы отопления будут некорректными. Посторонние элементы будут влиять на теплопроводность радиаторов и труб, что напрямую скажется на их энергетической отдаче.
Лучше всего совместить гидравлическую и тепловую проверку. Таким образом можно предупредить появление воздушных пробок.
Центральное отопление
Тепловые испытания центрального отопления
Для централизованной схемы заполнение акта испытания теплового эффекта систем отопления выполняется по определенным правилам. Главным из них является температура воды – она должна быть нагрета до +60°С.
Время проведения проверки должно составлять не менее 7 часов. Одновременно с этим выполняется регулировка отдельных компонентов для температурной балансировки узлов. Это отображается в акте на тепловые испытания системы отопления. В многоквартирных домах для каждого стояка делают отдельные измерения и сверяют общие показатели с аналогичными в элеваторном узле.
Акт теплового испытания
Какие преимущества для жильцов дома дают испытания системы отопления на прогрев?
- Поверка фактических показателей теплоснабжения с заявленными от управляющей компании;
- При установленном приборе учета и регулировки поступления теплоносителя (в элеваторном узле) — возможность определить оптимальный режим работы системы;
- Своевременное выявление воздушных пробок.
Все эти работы должна выполнять управляющая компания. Это отображается в договоре на теплоснабжение. Итогом проверки будет акт испытания теплового эффекта системы центрального отопления.
В акте на тепловые испытания отопительной системы учитывается не только степень нагрева радиаторов и труб, но и температура в помещении.
Автономное отопление
Тепловизор, как один из инструментов теплового испытания
Проведение испытаний автономной системы отопления на прогрев также необходимо. Во время выполнения этой процедуры можно заранее определить точки резкого перепада температуры. С помощью регулировочной арматуры выполняется настройка режимов работы радиаторов и батарей.
На практике для автономных схем не нужно составлять акт испытания теплового эффекта отопления. Но для определения порядка действий лучше всего принять методику для центрального отопления. Разница может заключаться в способах измерения:
- Степень нагрева отопительных элементов проверяется установленными термометрами или по показаниям тепловизора;
- Температура в помещении контролируется с помощью внешних датчиков.
Однако в летний период не будет учтено влияние низкой температуры на улице
Поэтому помимо вышеперечисленных показателей нужно брать во внимание степень теплоизоляции дома – тепловые потери
Помните, что каждый тип испытания систем отопления (гидравлический, тепловой или пневматический) должен выполняться по определенной методике. Она же зависит от типа отопительной системы и внешних факторов.
В видеоматериале рассказывается об особенностях гидравлического испытания отопления в квартире:
Технические параметры инструментария
До покупки пресса для монтажа металлопластиковых труб, необходимо детально изучить основные параметры и характеристики оборудования. К ним относятся:
Спектр диаметра опрессовки.Виды фасонных элементов для монтажа.
Некоторые инструменты могут выполнять обжим фитингов только определенных изготовителей.Тип контура, выполняющего обжим. Предназначение модели указывают определенной буквой при маркировке. Посмотрев на вид профиля, можно определить предназначение модели для монтажа.Длина рукоятки.
Любому начинающему мастеру будет интересно узнать, что этот фактор влияет на стоимость приспособления. Все дело в том, что, выполняя обжим фитингов клещами с маленькими ручками, необходимо прикладывать больше физических усилий.Ресурсные возможности клещей. Сюда включено количество обжима фитингов, которое может воспроизвести пресс.Масса.
От этого показателя зависимо удобство действий.Оснащенность поворотным механизмом, в который крепят сменные насадки на клещи. Такое дополнение в инструменте дает возможность выполнять обжим фитингов на вертикальном трубопроводе.Изготовитель. Этот фактор во многом отражается на стоимости и качестве.
Смотреть видео
Чтобы опрессовка фитингов была выполнена качественно, нужно произвести следующие действия.
Поставить в место соединения съемное кольцо, которое предназначается для опрессовки фитингов для конкретного вида и объема трубы.Выполнить откалибровку магистрали с одновременным снятием фаски.
На этом этапе монтажа будет нужен калибратор.Затем совмещается торцевая часть трубы и штуцера. Часто на штуцерах предусмотрены специальные отверстия, они позволяют контролировать положение трубной детали.Используя пресс клещи, выполняют опрессовку фитингов, для чего необходимо приложить определенные усилия. Качество опрессовки проверяют по образовавшимся бороздкам, их появление свидетельствует о прочности выполненного соединения.Проверяется стык на уровень прочности.
ВАЖНО! Опрессовка фитингов может производиться один раз. При повторном проведении этой работы, соединительные детали приходят в негодность и не подлежат ремонту.
Давление при испытаниях
Согласно СНИП 3-05-01-85, который был заменен в 2003 году, опрессовка должна быть проведена согласно правилам. При проведении работ в многоквартирных домах необходимо, чтобы:
- Давление было более 1 мПа (это 10 бар) – для систем горячего водоснабжения и отопительных контуров с нагревателями.
- Не менее 10 бар для панельных и конвекторных систем отопления.
- Не менее 6 бар для контуров, в которых установлены радиаторы из штампованной стали или чугуна.
- Напор для горячего водоснабжения должен быть больше рабочего и сверху еще 5 бар (но нельзя превышать 10 бар).
В случае если используется панельное отопление и теплообменники, напор не должен иметь давление больше, чем предельно допустимое для устройств. В том случае, если вы проводите испытание воздухом в паровом или панельном отоплении, нужно проверить трубы, которые подходят к оборудованию вентиляции. Воздух должен иметь напор 1 бар.
Мини клещи
Мини пресс, предназначенный для металлопластиковых труб, – это малогабаритное устройство, которое обеспечивает ручной обжим муфты. Эти мини клещи применяют для магистралей с объемом от 16 до 20 мм. Дополняют эти механизмы наборы насадок с профилем ТН.
Мини клещи не оснащают телескопическими рукоятками, поэтому при работе придется приложить больше усилий. Усилие обжатия в таких приспособлениях равняется 10.5 кН.
Без насадок мини устройство весит не более двух с половиной килограммов. Рукоятки на данных клещах часто покрывают ПВХ материалом, а осевые эксцентрики на мини клещах дают возможность выполнить настройку при появлении избыточного люфта.
Профессиональные мастера выделяют качество малогабаритных устройств от компании VALTEC. Эти изготовители предлагают не только высококачественные мини обжимные клещи, но и резьбонарезной инструмент, ножницы, и другой инструментарий для монтажных работ.
Все «за» и «против» использования прессовочного оборудования
Как понятно из изложенной информации, что необходимо применять прессы для металлопластиковых труб. Без них невозможно скрепить МП магистраль с пресс муфтой.
Они незаменимы для работы, когда нужно установить краны, протянуть сеть отопления или обустроить теплые полы. Теперь пришел черед подытожить все положительные и отрицательные стороны этого метода соединения.
- Прессовочное соединение является неразъемным и оно не нуждается в постоянном подтягивании и контроле.Соединение металлопластиковых труб с фитингами посредствомпрессов позволяет монтировать магистраль в стяжке из бетона, и любых других скрытых видов монтажа.Соединение, выполненное прессовочными клещами, легко работает под давлением до десяти бар.Прессовые соединения отличаются механической прочностью и долговечностью. Они могут стоять больше 50 лет.Несложный монтаж, выполняемый прессами, не трудоемкий и выполняется за короткое время.
Но соединения, при которых задействуют прессовочное оборудование, имеет так же некоторые недостатки. К ним относются:
- система становиться не разборной, и ошибки при монтаже прессовых стыков чреваты последующей обрезкой труб и установкой нового фитинга;стоимость прессов для многих домашних мастеров является существенной, поэтому среди данной категории умельцев этот инструментарий не пользуется широкой популярностью.
Сколько тепла должен подавать трубопровод
Рассмотрим подробнее на примере, какое количество тепла обычно подается по трубам, и подберем оптимальные диаметры трубопроводов.
Имеется дом площадью 250 м кв, который хорошо утеплен (как требует норматив СНиП), поэтому он теряет тепла в зимнее время по 1 кВт с 10 м кв. Для обогрева всего дома требуется подавать энергии 25 кВт (максимальная мощность). Для первого этажа – 15 кВт. Для второго этажа – 10 кВт.
Наша схема отопления двухтрубная. По одной трубе подается горячий теплоноситель, по другой — охлажденный отводится к котлу. Между трубами параллельно подсоединены радиаторы.
На каждом этаже трубы разветвляются на два крыла с одинаковой тепловой мощностью, для первого этажа – по 7,5 кВт, для второго этажа – по 5 кВт.
Итак, от котла до межэтажного разветвления поступает 25 кВт. Следовательно, нам потребуются магистральные трубы внутренним диаметром не менее – 26,6 мм, чтобы скорость не превысила 0,6 м/с. Подходит 40-мм полипропиленовая труба.
От межэтажного разветвления – по первому этажу до разветвления на крыльях — поступает 15 кВт. Здесь, согласно таблице, для скорости менее 0,6м/с, подойдет диаметр 21,2 мм, следовательно, применяем трубу с наружным диаметром 32 мм.
На крыло 1 этажа идет 7,5 кВт – подходит внутренний диаметр 16,6 мм, — полипропилен с наружным 25 мм.
Соответственно на второй этаж до разветвления принимаем 32мм трубу, на крыло – 25мм трубу, а радиаторы на втором этаже также подсоединяем 20-мм трубой.
Как видим, все сводится к несложному выбору среди стандартных диаметров имеющихся в продаже труб. В небольших домашних системах, до десятка радиаторов, в тупиковых распределительных схемах, в основном применяется полипропиленовые трубы 25мм -«на крыло», 20 мм — «на прибор». и 32 мм «на магистраль от котла».
Инструментарий с электрогидравликой
Смотреть видео
Аккумуляторный пресс, применяемый для металлопластиковых труб, входит в число электрогидравлических инструментов. Сюда входят также сетевые и универсальные станки.
Как правило, приспособление с аккумулятором – это малогабаритный механизм, который имеет небольшой вес. Но, если сравнить аккумуляторный аппарат и устройства работающие не от электричества, то первый отличается высокой производительностью и простым использованием. Применяют аккумуляторный аппарат для обработки магистрали с диаметром не более 110 мм.
Любая аккумуляторная модель функционирует от батареи. На данных механизмах применяют только универсальные прессовочные головки, которые подходят на конкретные размеры металлопластиковой трубы.
ВАЖНО! Аккумуляторный аппарат может выполнить приблизительно от пятидесяти до ста обжатий на одном цикле зарядки.
Суть опрессовочных испытаний
Опрессовка водопровода (как и любых других систем для прокачки жидких или газообразных сред) является наиболее важным в процессе строительства трубопровода, особенно в таких отраслях как химическая или нефтегазовая промышленность, гидротехника, жилищно-коммунальное хозяйство. Наряду с проверкой величины допустимой компрессии в трубах проводят также анализ напряженно-деформированного состояния труб, что позволяет оценить ресурс их долговечности.
Некоторые производители труб – например, торговая марка Rehau – разрабатывают собственные оригинальные методики опрессовки своей продукции. Для этих целей Рехау реализует специальный электрогидравлический инструмент, при помощи которого можно произвести тестирование трубопровода непосредственно после его монтажа. Метод проверки – локальный: к герметизированному участку подключается опрессовочный насос, создающий необходимое внутреннее давление воздуха. Стабильность показателей устанавливается манометром.