В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы.
Теперь немного поговорим о пайке этих труб.
Правильно конечно же говорить: «сварка» или даже «диффузионная сварка труб», но мы обычно используем более простые слова: Словарную диффузионную сварку, зовём пайкой Сварочный аппарат, называем паяльником или вовсе утюгом Полипропилен называем «поликом» или «ППР»
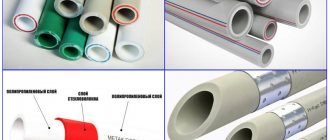
Цвета называем так:Белый — Турок. (Хотя Валтек тоже делает белый и качество труб на высоком уровне) Серый — Чех Зелёный — Немец
Пайка
Средняя температура сварочного аппарата должна быть установлена на отметку 260 градусов.
Конечно для каждого диаметра есть более тонкие настройки настройки температуры и на дорогих аппаратах, нужная температура вставляется автоматически если указать диаметр свариваемой трубы.
Выставили мы температуру на 260 градусов, одели нужную насадку и теперь нам осталось запомнить время, в течении которого надо нагревать трубу.
16-ю греем 5 сек. после чего её надо зафиксировать секунда на 6-7 чтобы пайка была качественной.
20-ю греем так же 5 сек.
25-ю — 7 сек.
32-ю — 8 сек.
40-ю — 12 сек.
Теперь подробнее.
Берём в руки трубу с муфтой и пробуем их состыковать без нагрева. Если это возможно, то качественного соединения не будет, заменить комплектующие и пользуйтесь по возможности соединителями одного производителя в одной системе.
После того как выяснили что в руках держите то что нужно и можно спаять, надеваем на насадку сварочного аппарата сперва фитинг (он более толстый) а потом трубу.
Но это книжный пример и насадить на паяльник фитинг и трубу по отдельности очень сложно. Запихивайте одновременно, а вот доставать уже можно сперва трубу, а за тем и соединитель.
Вот так выглядят разогретые фитинги:
Теперь их нужно соединить.
При нагреве важно до конца вставить трубу в насадку. Для уверенности перед пайкой на трубе можно сделать метку на сколько труба должна зайти в насадку.
При нагреве элементы нельзя крутить на паяльнике. Хотя и производитель запрещает повороты, я всё же так поступаю, но повороты совсем небольшие, я бы даже сказал это некие шевеления для облегчения надеть трубу с фитингом. Бывает так что уголок очень туго налазят на насадку, Часто такое бывает на больших диаметрах, например 40 мм. В этом случае, паяльник относительно деталей можно на пару градусов шевелить туда-сюда.
Если вы будете крутить детали или паяльник более чем на, примерно 5 градусов, то части пластика останутся на насадке которые потом будут дымиться, а пайка может быть некачественной. Так что по возможности лучше не поворачивать и тем более не крутить и не проворачивать.
После того как насадили элементы полностью начинаем отсчёт в 5 секунд в случае с трубой 20 мм. или 8 сек в случае с 32-й трубой.
По истечении этого времени, снимаем сперва трубу, а за ней и фитинг.
Быстро, но без суеты соединяем эти два элемента. После соединения, у вас ещё есть пара секунда для правки соосности. По истечении 2-3 сек. регулировку соосности необходимо прекратить. В противном случае стык потечёт.
После стыка дайте изделию остыть примерно в течении 20 секунд, неподвижно зафиксировав соединение.
Если вы паяете первые стыки, то строго соблюдайте время выдержки нагрева и фиксации. В последующих стыках возьмите во внимание сквозняки и температуру окружающей среды. Если вы работаете на сквозняке и температура к примеру ниже +10, тогда время нагрева надо немного увеличить на 1-3 сек. в зависимости от диаметра. В противном случае Вы рискуете не успеть состыковать нагретые элементы, либо время на правку соосности не остаётся ни секунды.
Особенности труб ППР
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Что нужно для работ
Во-первых, потребуются инструменты и материалы:
- рулетка или метр;
- маркер или карандаш;
- строительный уровень;
- ножницы для резки труб или ножовка;
- паяльник для пластиковых труб;
- насадки к паяльнику, соответствующие диаметру труб;
- обезжиривающая жидкость и тряпка для протирки перед пайкой;
- острый нож.
Также кроме труб, нужны будут муфты, фитинги и уголки для выполнения соединения.
Для монтажа труб понадобятся паяльник и несколько насадок. Поскольку цена такого инструмента может быть около 4 тысяч рублей, резонно будет решить — покупать паяльник или нет? Это зависит от того, как часто он будет использоваться. Если вы планируете работать им только раз в жизни, то стоит подумать об аренде. Все работы с паяльником можно сделать в течение одного дня. В любом случае перед работой с этим инструментом надо изучить прилагающуюся инструкцию. В ней содержатся подробные указания по применению.
Необходимые инструменты
Для проведения качественной сварки понадобится нижеследующий минимальный набор инструментов и приспособлений:
- сварочный аппарат, имеющий подвижный электропривод для проведения диффузной сварки (с набором насадок);
- специальный резак (или ножницы) для разрезания труб;
- шабер;
- монтажное приспособление для сварки элементов с диаметром свыше 50 мм;
- жидкость для обезжиривания (ацетон, спирт);
- маркер;
- рулетка;
- ветошь.
Видео описание
7 грубейших ОШИБОК сварки ПОЛИПРОПИЛЕНОВЫХ труб.
Особое внимание следует уделить армированным трубам, как на фотографии выше. Алюминиевая фольга удерживает полипропилен от деформации, когда по нему проходит горячая вода, то есть, контур ГВС или отопления, зафиксированный на кронштейнах с шагом 80-120 см не будет выгибаться. Для монтажа водопровода и отопления в частном секторе сантехники предпочитают использовать универсальную PN20, делая из неё не только обвязку отопления и ГВС, но также и распределение холодной воды. Впрочем, это больше зависит от владельца дома и, если он хочет сэкономить, то на холодную воду монтируют PN16. Также следует сказать о PN10 – в настоящее время из такой тонкостенной трубы делают разве что поливные системы для дачных огородов и отказываются применять её в сантехнике.
Для централизованного отопления подходят трубы PN25, которые выдерживают давление до 2,5 МПа или 25,5 атм. Такие величины предусмотрены неспроста: при запуске системы в начале отопительного периода давление увеличивают для проверки целостности контура и радиаторов. Так, опрессовочное давление в девятиэтажке может достигать 16 атм., а вот гидроудары могут вызвать разовые кратковременные скачки более 20 атм. Если в PN25 присутствует аббревиатура PEX, то вместо алюминиевой фольги для армирования применяется стеклоткань, но на прочность это не влияет.
Принцип расположения слоёв на стенках PN25 такой же, как и в PN20, но в первом случае алюминиевая фольга или стеклоткань расположены ближе к наружному слою (почти под верхом), поэтому, когда труба плавится в матрице, верхнее покрытие уходит и остается фольга. Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Требования к сварке PPR
Сначала посмотрите эту таблицу, чтобы потом объяснения были более понятными.
| D PPR, мм | Глубина сварки, мм | Время, сек | ||
| Разогрев | Удержание встык | Охлаждение | ||
| 20 | 12-14 | 5 | 4 | 3 |
| 25 | 14-16 | 7 | 4 | 3 |
| 32 | 18-20 | 9 | 4 | 4 |
| 40 | 20-22 | 12 | 6 | 4 |
| 50 | 22-23 | 18 | 6 | 5 |
| 63 | 23-25 | 24 | 6 | 6 |
| 75 | 27-29 | 30 | 8 | 8 |
| 90 | 33-35 | 40 | 8 | 10 |
| 110 | 37-39 | 50 | 10 | 10 |
Видео описание
Как нужно паять полипропиленовые трубы
Но в тех ситуациях, когда требуется надёжность, используют стальные хомуты с пластиковым дюбелем для крепления. С внутренней стороны обеих половинок хомута есть резиновые прокладки. На хомуты такой конструкции фиксируют не только полипропиленовые, но также поливинилхлоридные и металлические трубы.
По большей части PPR трубы прячут под штукатуркой, гипсокартонном или ПВХ/МДФ панелями, но для этого их тоже нужно как-то зафиксировать. Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы — просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Общая информация
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
Области соединений:
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.
Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Выбор сварочного аппарата
По другому процесс соединения называется просто — паять трубы. Он выполняется при помощи специального аппарата, который называют — устройство для сварки полипропиленовых труб, так же его называют сварочник или утюгом для сварки.
Покупать его если вам нужно произвести соединение один раз не рекомендуют. Так как это экономично не выгодно, проще его арендовать. Большинство магазинов предоставляют такую услугу.
Все же если принято решение приобрести устройство для сварки полипропиленовых труб, то исходя из отзывов, можно рекомендовать чешские или турецкие аппараты. Китайские модели по качеству уступают двум первым вариантам. Стоимость такого агрегата пропорциональна его качеству. На качественные аппараты цена выше.